
Dán nhãn lên bề mặt cong như chai tròn, chai dẹt hay cổ chai luôn là “bài toán khó” trong dây chuyền đóng gói. Chỉ cần sai lệch vài milimet ở trục lăn hoặc lực ép không đồng đều, nhãn sẽ phồng rộp, lệch tâm hoặc chồng mí. Nhãn nhăn nheo làm sản phẩm mất tính thẩm mỹ ngay trên kệ bán hàng. Nhãn dán lệch khiến doanh nghiệp phải bóc bỏ, dán lại hoặc loại bỏ toàn bộ lô hàng – kéo theo chi phí vật tư, nhân công và tiến độ giao hàng bị ảnh hưởng. Bài viết này, công ty Đức Phát sẽ chỉ ra 5 nguyên nhân gốc rễ gây lỗi khi dán nhãn trên bề mặt cong, đồng thời hướng dẫn cách căn chỉnh máy dán nhãn chuẩn xác để đảm bảo nhãn phẳng, đúng vị trí và ổn định theo từng lô sản xuất.
Tóm tắt nội dung chính
Tại sao dán nhãn bề mặt cong lại dễ bị nhăn và lệch?
Dán nhãn lên bề mặt phẳng cho phép lực ép phân bố đều trên toàn bộ diện tích tiếp xúc. Ngược lại, với bề mặt cong, lực ép và độ căng của nhãn thay đổi liên tục theo bán kính chai. Nếu không tính toán chính xác các thông số cơ học và tốc độ chuyển động, nhãn sẽ bị dồn vật liệu tại một điểm, tạo nếp gấp hoặc trượt khỏi vị trí thiết kế.
Độ dốc và độ côn

Chai tròn có bán kính ổn định theo thân, nhưng chai dẹt hoặc cổ chai lại có độ côn (thu nhỏ dần về phía trên). Khi nhãn phẳng được ép lên bề mặt có độ côn, chu vi phía trên và phía dưới khác nhau. Điều này tạo ra chênh lệch chiều dài tiếp xúc giữa hai mép nhãn. Phần mép dài hơn không có không gian giãn nở sẽ bị dồn lại, sinh ra nhăn hoặc chồng mí.
Với chai dẹt, hai vùng chuyển tiếp từ phẳng sang cong tạo ra thay đổi đột ngột về bán kính. Nếu lực miết không đủ linh hoạt theo từng điểm tiếp xúc, nhãn sẽ bị hở ở cạnh hoặc phồng ở góc bo.
Độ bám dính của vật liệu chai
Bề mặt PET, HDPE hoặc thủy tinh có hệ số ma sát và năng lượng bề mặt khác nhau. Nếu năng lượng bề mặt thấp (ví dụ một số loại nhựa có phụ gia chống bám), keo không đạt độ “ăn” ban đầu, nhãn dễ trượt khi chai tiếp tục di chuyển trên băng tải. Kết quả là nhãn lệch tâm hoặc xoay nhẹ quanh trục chai sau khi đã dán.
Ngoài ra, bề mặt có bụi mịn, dầu khuôn hoặc độ ẩm cao làm giảm khả năng bám dính tức thời, khiến nhãn không cố định đúng vị trí ngay tại điểm tiếp xúc đầu tiên.
Tốc độ bị lệch pha giữa băng tải – tách nhãn – miết nhãn
Trong máy dán nhãn tự động, có ba chuyển động phải đồng bộ chính xác:
– Tốc độ băng tải (di chuyển chai)
– Tốc độ tách nhãn khỏi đế
– Tốc độ và lực của bộ phận ép/miết nhãn
Nếu tốc độ tách nhãn cao hơn tốc độ di chuyển của chai, nhãn bị “dư chiều dài” tại thời điểm tiếp xúc đầu tiên. Phần dư này tạo nếp gấp ngay khi con lăn ép đi qua.
Ngược lại, nếu tốc độ băng tải nhanh hơn tốc độ tách nhãn, nhãn bị kéo căng theo phương ngang. Khi lực căng vượt ngưỡng đàn hồi của vật liệu, nhãn co rút lại sau khi dán, gây lệch vị trí in hoặc nhăn ở mép cuối.
Bên cạnh đó, bộ phận miết nhãn phải quay hoặc di chuyển đồng tốc với chu vi chai. Nếu con lăn ép quay chậm hơn tốc độ xoay của chai, lực ép không đủ duy trì tiếp xúc liên tục, tạo bọt khí hoặc nhăn cục bộ. Nếu quay nhanh hơn, nhãn bị đẩy lệch khỏi trục chuẩn.
Tham khảo:
- Nguyên nhân gây ra lỗi hàn bao bì snack và cách khắc phục
- Tại sao túi đóng gói bị căng phồng quá mức hoặc xẹp lép: bí quyết khắc phục triệt để với máy đóng gói bao bì
- Xử lý tình trạng kẹo dính ngàm cắt và văng dầu khi đóng gói kẹo lạc, kẹo vừng
Hướng dẫn các bước căn chỉnh máy dán nhãn chuẩn xác
Để đảm bảo nhãn bám phẳng, đúng vị trí và ổn định trong suốt ca sản xuất, quá trình căn chỉnh cần thực hiện theo một checklist kỹ thuật rõ ràng, không bỏ sót bất kỳ bước nào.
Bước 1: Vệ sinh thiết bị
Trước khi điều chỉnh, lau sạch toàn bộ băng tải để loại bỏ bụi và mảnh nhãn vụn có thể làm chai trượt nhẹ khi di chuyển. Vệ sinh con lăn miết nhãn nhằm tránh keo tích tụ gây lệch lực ép. Làm sạch đầu cảm biến bằng cồn kỹ thuật để đảm bảo tín hiệu nhận diện chai và nhãn chính xác, không bị sai số do bụi hoặc hơi ẩm.
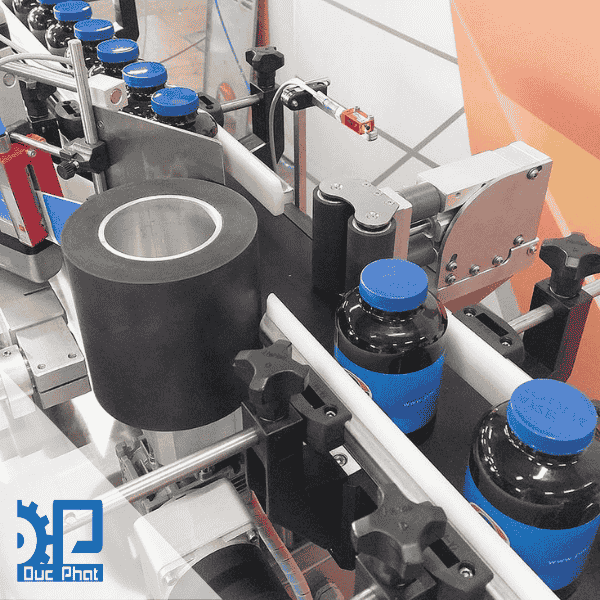
Bước 2: Căn chỉnh cơ khí
Điều chỉnh bộ phận dẫn hướng sao cho chai đi qua trạm dán theo một đường thẳng tuyệt đối, không xoay và không dao động ngang. Khoảng cách giữa hai thanh dẫn phải ôm sát thân chai nhưng không tạo ma sát lớn. Kiểm tra độ song song giữa peel plate và tiếp tuyến bề mặt chai tại điểm tiếp xúc đầu tiên. Siết chặt toàn bộ vít cố định sau khi hoàn tất căn chỉnh để tránh sai lệch trong quá trình vận hành.
Bước 3: Thiết lập thông số
Đồng bộ hóa tốc độ băng tải và tốc độ phóng nhãn thông qua biến tần hoặc màn hình PLC. Cài đặt tỷ lệ tốc độ dựa trên chu vi chai và chiều dài nhãn để đảm bảo nhãn không bị dư hoặc bị kéo căng. Kiểm tra lại độ trễ tín hiệu của cảm biến để điểm tách nhãn trùng khớp chính xác với vị trí thân chai.
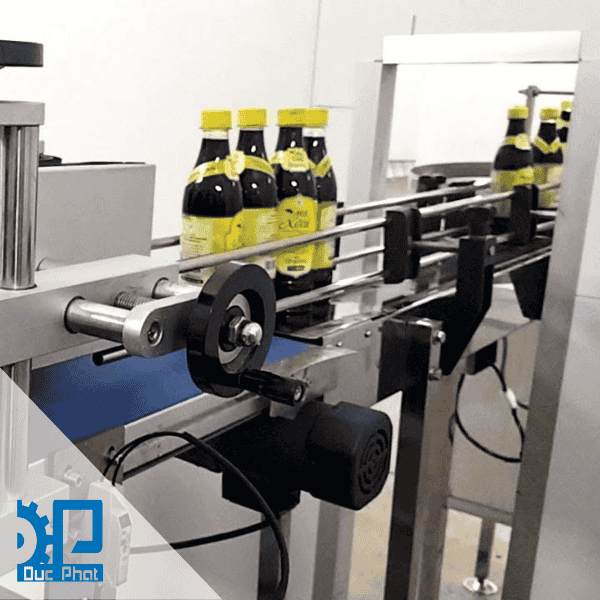
Bước 4: Chạy thử nghiệm

Vận hành máy ở tốc độ thấp để quan sát điểm rơi của nhãn và độ bám tại mép đầu – mép cuối. Theo dõi quá trình miết nhãn xem có xuất hiện bọt khí hoặc nhăn cục bộ hay không. Sau khi đạt độ ổn định, tăng dần tốc độ đến mức sản xuất thực tế và tiếp tục kiểm tra trong 20–30 sản phẩm đầu tiên trước khi chuyển sang chạy hàng loạt.
Bí quyết lựa chọn máy dán nhãn cho bề mặt cong phức tạp
Lựa chọn đúng cấu hình máy ngay từ đầu giúp giảm chi phí hiệu chỉnh, hạn chế lỗi nhăn lệch và đảm bảo tính ổn định lâu dài của dây chuyền. Với các dòng chai có thân tròn, cổ côn hoặc hình dạng biến thiên, thiết bị cần đáp ứng được cả yêu cầu về cơ khí lẫn điều khiển chính xác.
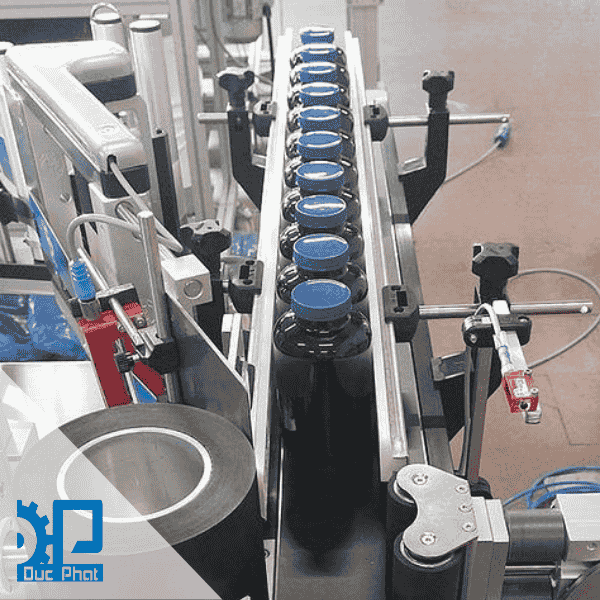
Ưu tiên máy có bộ phận miết nhãn xoay cho chai tròn
Máy tích hợp cơ cấu miết nhãn xoay đồng tốc với chuyển động của chai sẽ đảm bảo lực ép phân bố đều theo chu vi. Khi chai quay quanh trục trong lúc nhãn được ép, vật liệu nhãn bám dần từ mép đầu đến mép cuối theo một quỹ đạo liên tục, hạn chế hiện tượng dồn vật liệu tại một điểm. Cơ cấu này đặc biệt phù hợp với chai tròn có đường kính ổn định và yêu cầu dán wrap-around.
Chọn máy có tính năng hiệu chuẩn tự động
Tính năng hiệu chuẩn tự động cho phép hệ thống tự điều chỉnh vị trí tách nhãn và đồng bộ tốc độ dựa trên tín hiệu cảm biến. Khi thay đổi kích thước chai hoặc chiều dài nhãn, máy có thể cập nhật thông số nhanh chóng trên màn hình điều khiển mà không cần can thiệp cơ khí phức tạp. Điều này giảm sai số cài đặt thủ công, tăng độ lặp lại và tiết kiệm thời gian chuyển đổi sản phẩm.
Lựa chọn nhà cung cấp uy tín
Máy dán nhãn hoạt động liên tục với nhiều bộ phận chuyển động tốc độ cao như motor, con lăn, cảm biến và hệ truyền động. Nếu không được kiểm tra và căn chỉnh định kỳ, sai số cơ khí tích lũy sẽ ảnh hưởng trực tiếp đến độ chính xác khi dán trên bề mặt cong. Nhà cung cấp có quy trình bảo trì rõ ràng, phụ tùng thay thế sẵn có và đội ngũ kỹ thuật chuyên sâu sẽ giúp doanh nghiệp duy trì hiệu suất máy, hạn chế dừng dây chuyền và đảm bảo chất lượng nhãn ổn định theo thời gian.
Kết luận
Lỗi nhăn và lệch nhãn bắt nguồn từ sự mất đồng bộ giữa cơ cấu máy, thông số vận hành và đặc tính vật tư. Khi tốc độ không khớp, lực ép phân bố sai lệch hoặc bề mặt chai không đạt chuẩn, nhãn sẽ không thể bám phẳng và đúng vị trí thiết kế. Hiểu rõ nguyên lý hoạt động của thiết bị, kiểm soát chặt chẽ quá trình căn chỉnh và thực hiện bảo trì định kỳ là nền tảng để duy trì độ chính xác trong từng lô sản xuất.


Mr. Ngọc
Giám đốc kinh doanh khu vực miền Bắc
0919476666
Mr. Vương
Giám đốc kinh doanh khu vực miền Nam
0974344345